Application of small coater in polyimide slurry
introduction
Polyimide (PI) is a polymer material with excellent properties, which is widely used in aerospace, electronic and electrical, automotive industry and other fields because of its excellent heat resistance, mechanical properties, electrical insulation properties and chemical corrosion resistance. As one of the basic forms of PI materials, the uniform coating of polyimide slurry is essential for subsequent performance. Because of its easy operation, low cost and strong applicability, small coaters have become an important tool in laboratories and small-scale production. This article will discuss the application technology of small coater in polyimide slurry, including the working principle of the coater, the control of process parameters, common problems and solutions, etc.
How the coater works
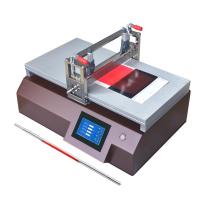
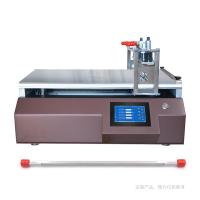
The basic principle of the coater is to evenly coat the liquid or semi-liquid material on the surface of the substrate to form a coating of a certain thickness. According to the different coating methods, the coating machine can be divided into knife scraping coating, roller coating, spraying, groove coating and other types. The small coating machine mainly uses two methods: knife scraping coating and roller coating, which are introduced separately below.
Knife scraping coating
Knife scraper coating is a method of controlling the thickness of a coating by adjusting the gap between the scraper and the substrate. The scraper coater is composed of a scraper, a coating platform, a drive system and a control system. The process of its work is as follows:The polyimide slurry is poured onto the coating platform.Depending on the desired coating thickness, adjust the gap between the blade and the substrate.Start the coating machine, and the drive system drives the scraper or substrate to move, so that the slurry is evenly coated on the surface of the substrate under the action of the scraper.After the coating is completed, the coated substrate is sent to the oven for drying and curing.

Roller coating
Roller coating is a method of transferring the slurry evenly to the surface of the substrate by means of rollers. The roller coater consists of upper coater roller, lower coater roller, coating groove, drive system and control system. The process of its work is as follows: The polyimide slurry is poured into the coating tank.Depending on the required coating thickness, the gap between the upper and lower rollers is adjusted.The drive system drives the rollers to rotate, so that the slurry is evenly coated on the surface of the substrate under the action of the rollers.After the coating is completed, the coated substrate is sent to the oven for drying and curing.
Control of coating process parameters
The control of coating process parameters is essential to achieve a homogeneous polyimide coating. The main process parameters include slurry viscosity, coating speed, scraper/roll clearance, drying temperature and time, etc.
Slurry viscosity
The viscosity of the polyimide slurry directly affects the coating effect. The viscosity is too high, and it is difficult to evenly coat the slurry; The viscosity is too low, the slurry flows easily, and it is difficult to form a uniform coating. In general, the viscosity of the slurry should be controlled between 500-2000 mPa ·. The viscosity can be controlled by adjusting the solvent content and temperature of the slurry.
Coating speed
Coating speed refers to the speed at which the blade or roll moves during the coating process. If the coating speed is too fast, the slurry is easy to splash and form an uneven coating; If the coating speed is too slow, the slurry tends to accumulate and form a coating with uneven thickness. In general, the coating speed should be controlled between 0.1 and 1 m/min.
Scraper/roll clearance
The blade/roll gap is the distance between the blade and the substrate or the upper and lower rollers. The gap is too large, the coating thickness is too thick, and it is easy to sag; The gap is too small, the coating thickness is too thin, and the phenomenon of incomplete coating is easy to occur. In general, the blade/roll gap should be between 10 and 100 μm.
Drying temperature and time
Drying temperature and time refers to the temperature and time at which it cures after coating. If the temperature is too high, it is easy to cause cracking of the coating; The temperature is too low for the coating to cure completely. If the time is too long, it will affect the production efficiency; The time is too short and it is difficult for the coating to cure completely. Generally speaking, the drying temperature should be controlled between 150-250°C, and the drying time should be controlled between 30-60 minutes.
Common problems and solutions
In the process of coating polyimide slurry on a small coater, some problems are often encountered that affect the coating effect. Here are the common problems and their solutions.
1) The coating thickness is uneven
Uneven coating thickness is a common problem in the coating process, and the main causes include uneven slurry viscosity, uneven blade/roll clearance, uneven coating speed, etc. Workarounds include:
Adjust the viscosity of the slurry - by adjusting the solvent content, temperature and other methods, the viscosity of the slurry is uniform.
Adjust the blade/roll gap – Keep it even by precisely adjusting the blade/roll gap.
Adjust the coating speed – Keep it uniform by precisely controlling the application speed.
2) Cracking of the coating
The main causes of coating cracking include too high drying temperature, too long time, and too thick coating. Workarounds include:
Reduce the drying temperature - control the drying temperature within a reasonable range, generally 150-250°C.
Shorten the drying time - control the drying time within a reasonable range, generally 30-60 minutes.
Reduced coating thickness – Reduce coating thickness by adjusting the blade/roll gap.
3) Coating sagging
The main reasons for coating sagging include low viscosity of slurry, too fast coating speed, and too thick coating. Workarounds include:
Increase slurry viscosity – increase slurry viscosity by reducing solvent content, reducing temperature, etc.
Slow down the coating speed – Reduce sagging by slowing down the coating speed.
Reduced coating thickness – Reduce coating thickness by adjusting the blade/roll gap.
4) Incomplete coating
The main causes of incomplete coating include high viscosity of slurry, slow coating speed, and too small scraper/roll gap. Workarounds include:
Reducing slurry viscosity – reducing slurry viscosity by increasing the solvent content and increasing the temperature.
Faster Coating Speed – Improve the coating effect by increasing the application speed.
Increase the blade/roll gap – Increase the coating thickness by adjusting the blade/roll gap.
conclusion
The use of small coaters in polyimide slurries provides a convenient solution for laboratory and small-scale production. By properly controlling the coating process parameters and solving common problems in the coating process, a uniform and high-quality polyimide coating can be obtained.








- 1Application of laboratory coater in LED fluorescent film Spreader
- 2Application and selection of laboratory coater in PDMS thin film prepative
- 3Experimental Study on High Viscosity Ultraviolet Resin Coating on Glass Substrate by Small Coater
- 4Experimental application of water-based paints on film laminating paper by laboratory coater
- 5Experimental coater application case video of liquid silica gel on release paper
- 6Laboratory small coater coated with polyester film on ultra-thin PET film [video demonstration]
- 7Technical Requirements and Application of Lithium Battery Slurry Coated on Copper Foil for Small Coater
- 8Application of small coater in gel coating
- 9Application of laboratory coater coating aluminum oxide paste on PET film