Solving the fuel cell electrolysis membrane prepative challenge: Core Functions and Selection Considerations for Multifunctional Laboratory Film Applicators
In fuel cell R&D and quality control, high-performance, accurate, and uniform electrolyte membranes are the core that determines the efficiency and life of cells. Laboratory coaters, especially specialized equipment that integrates wire rod coating, vacuum adsorption and heating, have become key tools for the preparation of high-quality electrolyte membrane samples. This article will deeply discuss the core value, selection points and typical application processes of such devices in the field of fuel cells, and help industry users improve R&D and testing efficiency.

1. Pain points and equipment requirements for fuel cell electrolyte membrane preparation
Stringent thickness and uniformity requirements: The thickness (typically a few microns to tens of microns) of electrolyte membranes (e.g., proton exchange membrane PEM) and their uniformity directly affect ionic conductivity, gas barriers, and mechanical strength, which are critical to battery performance.
Challenges of substrate deformation: Commonly used substrates (such as PET film) are susceptible to wrinkles or deformation due to tension and solvent during coating, resulting in coating defects.
Solvent volatilization control: The slurry solvent needs to be volatilized quickly and uniformly to form a dense and defect-free membrane structure. If the volatilization is too fast, it is easy to crack, and if it is too slow, it will affect the efficiency or lead to sagging.
R&D efficiency requirements: Rapid and stable reproducible sample preparation is required for formulation screening, process optimization, and performance testing.
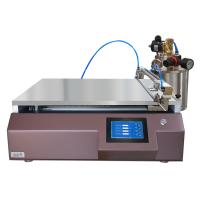
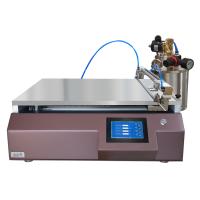
2. Film coating machine with integrated wire rod coating, vacuum adsorption and heating: analysis of core advantages
1. Meyer Rod/Bar Coater:
Precise thickness control. Wet film thickness can be precisely controlled by means of wire rods with different wire diameters (winding wire specifications) and thus dry film thickness (dry film thickness ≈ wet film thickness × solids content%).
Excellent uniformity. The rolling scraping of the wire rod on the substrate effectively smooths the slurry and obtains a coating with extremely high longitudinal (coating direction) and transverse uniformity.
The operation is simple and efficient. Wire rods can be replaced to quickly switch between different target thicknesses, making it ideal for multi-parameter experiments in the R&D phase.
2. Vacuum Chuck:
Completely eliminates substrate deformation. A powerful vacuum pressure adsorbs flexible substrates such as PET flat and securely onto the Hot Plate, eliminating any possible wrinkles, warping, or movement.
Ensure coating flatness. Providing an absolutely flat and stable substrate for wire rod coating is the basis for obtaining a highly uniform coating.
Improves edge coating. Prevents uneven coating or defects caused by unfixed edges of the substrate.
3. Precise Heating:
Controlled solvent evaporation. The heating of the substrate platform (typically 30°C - 150°C adjustable) accelerates the evaporation of solvents in the slurry, helping to form a more homogeneous, dense dry film structure with no pinholes or cracks.
Adapt to different slurry characteristics. Drying temperatures can be set for different solvent systems (water-based/organic solvents) and polymer properties (e.g., Nafion™ dispersions).
Improve process efficiency. Dramatically reduce drying wait time and speed up experiment iterations.
3. Example of the application process of fuel cell electrolyte membrane preparation
1. Substrate preparation: Clean and cut the substrate of the required size (such as PET film).
2. Equipment settings:
Select the wire rod with the appropriate wire diameter (calculate the wet film thickness based on the target dry film thickness and slurry solids).
Set the vacuum adsorption platform to the desired temperature (optimized according to slurry solvent boiling point, evaporation rate, and membrane performance requirements).
Turn on the Vacuum Pump to ensure that the substrate is firmly and evenly adsorbed on the Hot Plate.
3. Slurry coating:
Place an appropriate amount of electrolyte slurry (e.g., Nafion™ dispersion, ceramic electrolyte slurry, etc.) at the front of the substrate.
Using the coater drive, the wire rod is pulled at a constant speed and rolled over the substrate to complete an even coating.
4. Drying and film formation: The coated wet film stays on the vacuum adsorption heating platform for a set time, so that the solvent can fully volatilize and form a dry electrolyte film.
5. Membrane treatment and testing: Turn off the vacuum and remove the substrate with the electrolyte membrane. Follow-up treatment (e.g., hot pressing, peeling, etc.) is performed as needed, followed by film thickness measurement (micrometer, profilometer), surface topography observation (microscope, AFM), electrochemical performance test (ionic conductivity, impedance), etc.
Fourth, the key selection guide: for the fuel cell research and development of precise empowerment
When choosing a laboratory coater suitable for fuel cell electrolyte membrane preparation, you need to pay attention to the following parameters:
Core Functions: It must include three major functions: wire rod coating, vacuum adsorption (high stability) and precision temperature control heating platform.
Coating width: Adaptable to common substrate sizes (e.g. 200mm, 300mm) to meet the needs of sufficient sample sizes.
Vacuum adsorption force: Strong and uniform enough to ensure that all kinds of substrates, especially thin and flexible films, are firm and flat without deformation. Check the adsorption zone design (e.g., vacuum bath distribution).
Heating Performance:
Temperature range: Commonly used solvent volatilization and film curing temperatures should be covered (at least -150°C room temperature recommended).
Temperature Control Accuracy and Uniformity: ±1°C accuracy and excellent surface temperature uniformity (e.g., within ±2°C) are critical to ensure uniform membrane drying.
Wire Bar Compatibility: The equipment needs to be easy to install and replace standard wire rods of various specifications (e.g., RDS wire rods).
Material Compatibility: The parts of the equipment that come into contact with the slurry (e.g., wire rod holders, waste tanks) should be resistant to solvent corrosion (e.g., stainless steel).
Ease of operation and safety: Intuitive control interface (touch screen), smooth coating drive, good solvent emission design (optional ventilation hood).
Brand & Support: Choose a brand that has a reputation in the field of coating and can provide good technical support and after-sales service.
5. Summary
The laboratory coating machine integrates the high precision and uniformity of wire rod coating, the smoothness and stability of vacuum adsorption, and the controllable and high-efficiency drying of precision heating, which is the preferred tool to solve the pain points of fuel cell electrolyte membrane preparation. It not only significantly improves the repeatability, uniformity and quality of experimental samples, accelerates the R&D process, but also provides a reliable laboratory data basis for the process to pilot and even mass production. Investing in a professional equipment with complete functions and reliable performance is a wise choice for fuel cell materials R&D laboratories to enhance their core competitiveness.