Cataphoretic coatings - Determination of main performance
(1) Swimming power
Throwing power is an important indicator of electrophoretic coatings, generally measured by steel pipe method, as shown in Figure 2-13-29.

Immerse a 20mmX30mm steel pipe (or plastic pipe) into a round paint tube filled with paint solution (230mmX250mm) and insert a 200mmX300mm stainless steel sheet into the steel pipe or plastic pipe (when the paint penetration is small, use a plastic pipe), according to the regulations Electrophoresis for 2~3min. Take out the steel sheet, wash it with water, and dry it. The steel sheet can be divided into three sections A, B, and C according to the quality of the coating. The A section is the normal deposition area, the B section is the transition area, and the C section is no deposition. (A+B)/2 is called the infiltration height of the coating film under this condition. The inner diameter of the steel pipe is different, and the infiltration height of the electrodeposition coating film is different, and the two are inversely proportional to each other. The diameter of the tube is selected based on the principle that the penetration height of the coating film is half the length of the immersion tube during electrodeposition of the coating with the highest throwing power.

The pipe is inserted 150mm into the coating solution. The steel pipe method is more effective for measuring coatings with higher throwing power.
In addition, there are parallel plate method and V-shaped method. The parallel plate method utilizes multilayer plate electrodes where all the plates are parallel. Five 150mmX150mm steel plates can be used in the experiment, the gap between the samples is 1mm, the whole group of samples is parallel to the auxiliary electrode, and the center sample is 3mm away from the cathode, as shown in Figure 2-13-30. Turn on the power, take it out after electrophoresis for 3 minutes, and weigh it after drying. According to formula (2-13-32), calculate the average deposition percentage of each plate.
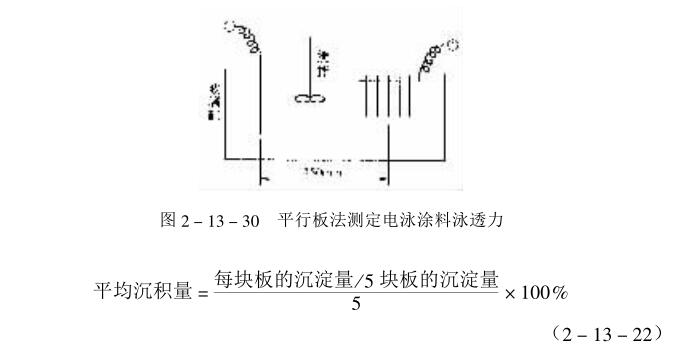
The throwing power is evaluated by the similarity of the average deposition percentage of 5 plates. The closer they are, the higher the throwing power is, and the farther the average deposition percentage is, the lower the throwing power will be. The shape method is to use two flat plates to form a narrow shape. The lower part is connected together, and the upper part is kept at a certain distance. After the film is formed by electrophoresis, check the area coated with the film on the inner surface, as shown in Figure 2-13-31.
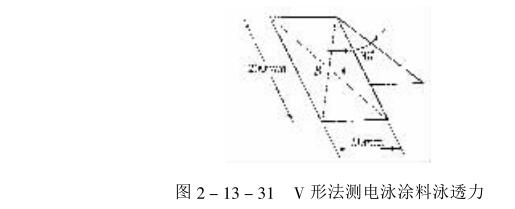
The smaller the uncoated area shown in the graph, the better the throwing power. But this method can only explain the problem qualitatively rather than quantitatively .
(2) Determination of color-to-base ratio
Sintering method: Weigh 1~2g of coating liquid into a known amount of crucible, bake in an oven at high temperature to constant weight, and then sinter to constant weight. Calculate according to formula (2-13-33):
Centrifugal method: Take a certain amount of coating liquid, separate the water and solid content by centrifugation, wash the precipitate with acid (ammonia) and distilled water, then take it out and dry it, then measure the pigment content; then take out the same coating liquid, measure the solid content , to convert to get the Yan-base ratio.

- 1Determination of pH value of electrophoretic paint - PH meter is easy to do
- 2Electro-coatings Determination of ash content and color-to-base ratio
- 3Maintenance and management of electro-coating ultrafilter
- 4Cataphoretic coatings - Determination of main performance
- 5Management summary of electro-coating
- 6Summary of post-treatment of electro-coating
- 7What are the factors that affect the electro-coating process?
- 8Summary of post-treatment of electro-coating
- 9How to control the conductivity of Electrophoresis primer painting?