How to choose the right type of plastic color detection instrument?
标准化颜色工艺 可以改善制造操作,尤其是在塑料方面,这已不是秘密。从批次到批次(或从一个工厂到另一个工厂),最终产品需要与设计相互匹配。控制塑料颜色一致性的单独方法是准确地对其进行测量。
在您的塑料中进行准确的颜色测量之前,需要先将其牢记在心。对于QA经理,制造商,工程师,化学家和技术人员,都需要了解所有颜色测量的基础,这一点重要性无庸赘述。如果没有基础知识,将很难理解精准测量所需的内容,并且很难在整个供应链中传达这些需求。今天主要分享如何选择合适的塑料颜色测试仪器。

对于塑料制造,工厂使用分光测色仪来测量透射/反射的颜色,黄度和雾度。分光测色仪是提供颜色数值的质量控制设备。
台式分光光度计是吹塑,挤出和模塑塑料产品的可选工具。通过在整个研发和制造过程中测量点来确保一致的塑料颜色。使用分光光度计存储产品颜色代码。如果将来的生产变化会改变颜色,则可以重新设置原始颜色。
现在,您已经建立了测试设备,是时候对您如何直观地观察它们进行标准化了,这使我们面临两个重要问题,即如何照亮样品?
此外,哪种照明角度适合评估塑料样品的颜色?
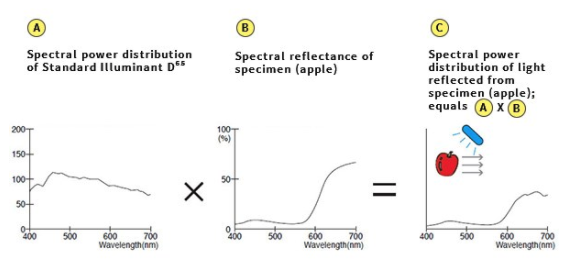
与光源不同,光源可以通过光的光谱功率分布曲线以图形或数字形式表示,如此处所示。
没有光,我们看不到颜色。使用光时,颜色外观从一种类型的光变为另一种类型的光。例如,在自然光下,苹果在白炽灯下看起来会变红。这通常会导致评估或传达样品颜色的不一致。标准化照明条件可以使每次评估保持一致的结果。
标准光源D65:平均日光(包括紫外线波长范围),相关色温为6504K
荧光灯F2:冷白色的平均荧光灯
标准光源A:相关色温为2856K的白炽灯
一旦知道如何照亮塑料,就需要标准化视角。由于光反射,物体可能显得更亮,更暗,更亮或更暗。这完全取决于观察者相对于物体的角度。使用标准化方法测试和控制对象的颜色。请记住,在每次评估期间,光需要以相同的角度从物体反射。
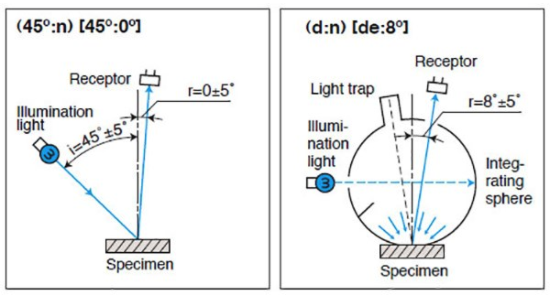
颜色测量仪器(包括分光测色仪和色度计)以特定角度照亮对象以检测其颜色。
颜色测量仪器(包括分光测色仪和色度计)照亮对象以检测其颜色。仪器的光学系统几何形状可检测物体的照明角度和反射角度。该几何形状影响对象的颜色落入定义的颜色空间的位置。具有其他几何形状的仪器可能会导致不同的测量结果。
通过阅读颜色测量仪器中内置的常见几何形状,确定用于塑料颜色评估和控制的称心几何形状。
寻找你的空间
色相角始于+ a *轴,以度数表示(例如0°为+ a *或红色,而90°为+ b或黄色)。
“颜色空间”是一种使用某种表示法(例如数字)表示对象颜色的方法。一个非营利组织,即国际照明委员会(CIE),是光色科学的可信。CIE定义的用于传达和表达对象颜色的颜色空间包括:CIE XYZ,CIE L * a * b *和CIE L * C * h。
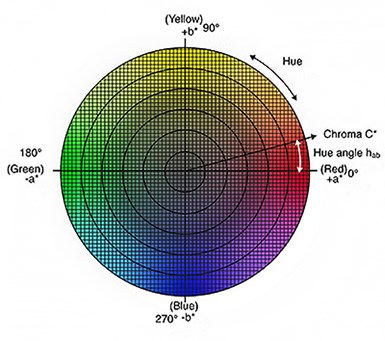
使用定义的色彩空间来评估色彩属性,识别不一致并表达发现。L * C * h色彩空间系统(如CIELAB)与人眼的色彩感知紧密相关。L * C * h使用与L * a * b *相同的图,但使用圆柱坐标而不是矩形坐标。
在该色彩空间中,L *表示亮度,C *表示色度,h是色相角。色度C *的值是距明暗轴(L *)的距离,并且从中心的0开始。色相角始于+ a *轴,以度数表示(例如0°为+ a *或红色,而90°为+ b或黄色)。
颜色测量仪器使量化这些颜色属性变得容易。它们确定颜色空间内对象的颜色,并显示每个坐标L *,C *和h的值。
了解差异
即使两种颜色看起来相同,颜色测量仪器也可能显示细微差别。轻微的差异也可能是快乐或不快乐的客户或客户之间的差异。偏离标准的颜色样本会损害客户满意度。这些不均匀的样品也增加了返工量和成本。
确定您的公差
每个颜色质量流程的目标是通过有效,精简的流程实现所需的产品颜色。通过建立颜色公差来确保整个质量过程的一致性和准确性。色差是样品和标准品之间可接受的颜色差异。为了使颜色可接受,您的颜色公差值应始终与人眼相关。
Use the CMC tolerance system or the DE00 color difference formula. The CMC tolerance system uses an ellipsoid based on the color discrimination threshold of the human eye. The DE00 color difference formula (recommended for plastics) combines the ellipse and the hue angle.

- 1Colorimeter Selection Guide [NBchao Brief Version]
- 2What is the difference between tristimulus Colorimeter and Colorimeter?
- 3How does Colorimeter detect particulate matter (PM) color differences?
- 4Application of Colorimeters in paint&Coating color difference detection
- 5Several selection points about food Colorimeters
- 6Selection points of portable Spectrophotometer
- 7Non-contact Colorimeter selection considerations
- 8Color Measurement Challenges Faced by Manufacturers in the Metals Industry
- 9CS-810 Desktop Spectrophotometer Application Case Cleaner Color Detection
-
![KINGWELL JZ-350 Colorimeter 8mm caliber, suitable for plastic, lame plating, design, printing, clothing, printing and dyeing, etc]()
-
![KINGWELL JZ-300 general Colorimeter 8mm diameter, plastic, lame plating, Eletroplating, printing industry special]()
-
![CHINA LS176 Colorimeter Colorimeter]() CHINA LS176 Colorimeter Colorimeter$ 632.00
CHINA LS176 Colorimeter Colorimeter$ 632.00 -
![CHNSPEC CRX-50 Online Colorimeter, Non-Contact Colorimeter]()
-
![CHNSPEC CRX-51 Non-Contact Colorimeter]() CHNSPEC CRX-51 Non-Contact Colorimeter$ 11243.00
CHNSPEC CRX-51 Non-Contact Colorimeter$ 11243.00 -
![CHNSPEC CRX-52 Automotive Paint Online Colorimeter]()





