
Leneta 8K Checkerboard Opacity Chart Black and White Stripes
SE Form 8K
Form 8K

LENETA Form 8K Opacity ChartSPEC
LENETA Form 8K Opacity ChartDetails
LENETA Form 8K Opacity ChartPacking list
- SKU
- NB004234
- Specifications and Dimensions
- 219*285mm
- Color Style
- Black and white stripes
- type
- Sealed
- Encasement Specifications
- 250 sheets
- Application
- Paints inks
- Weight
- 4.99kg

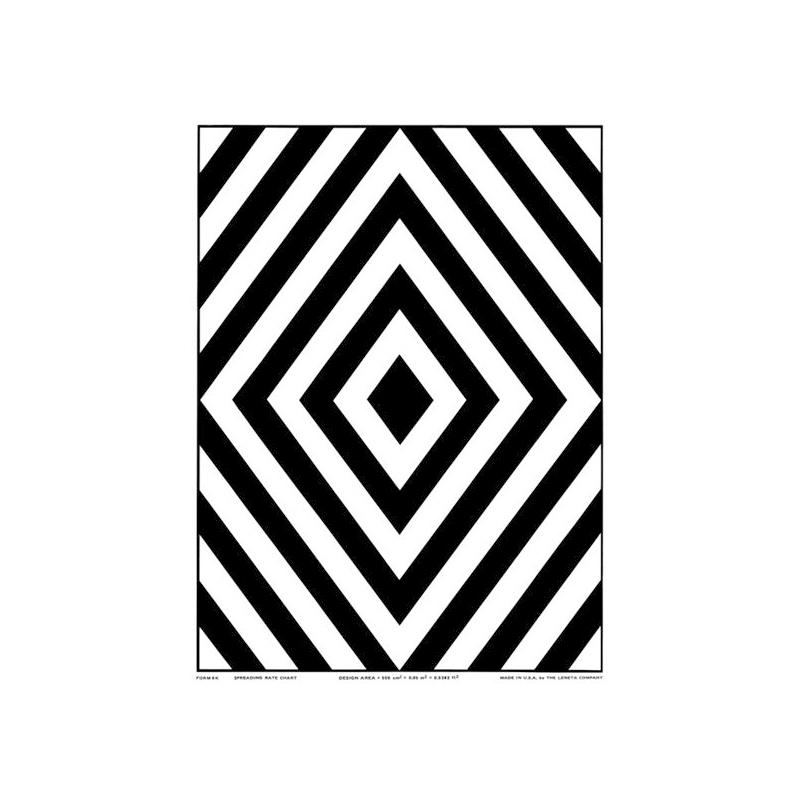
Covering power paper is generally used to test the hiding power performance and leveling sag of coating inks, and to determine the hiding power to calculate the actual production situation such as the cost of coating application. The surface of Leneta 8K overprint varnish covering force paper is a black and white striped shape style, of which 9A covering force paper isThe upper 1/2 is black and white, the middle 1/4 is black, and the lower 1/4 is whiteCoated with a layer of varnish prevents the paint from penetrating into the jammed paper and affecting the test results.
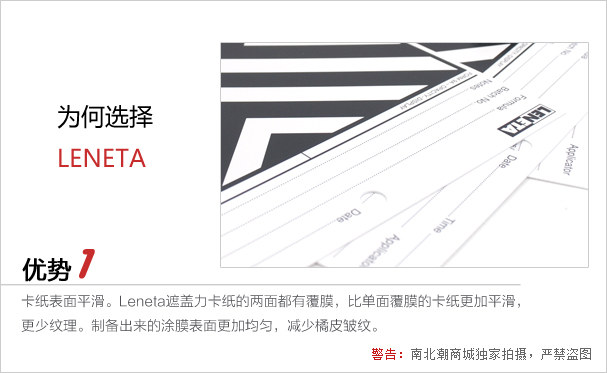
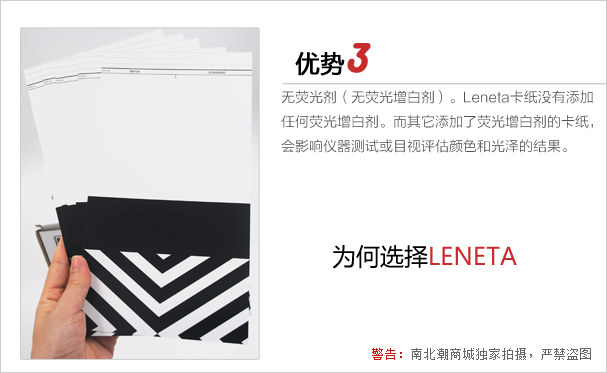
Leneta's Seven Advantages of Concealing Power Paper

Parameters
| Model | Size(mm) | color | Quantity per box (sheets) | standard | Material | apply |
| Form 8A | 140 x 254 | Black and white stripes | 250 | Cover varnish | Paints and inks | |
| Form 8B | 194 x 289 | Black and white stripes | 250 | |||
| Form 8K | 219x285 | Black and white stripes | 250 | |||
| Form 9A | 140 x 254 (5-1/2 x 10 inches) | The upper 1/2 is black and white, the middle 1/4 is black, and the lower 1/4 is white | 250 | ASTM |
The choice of covering power cardboard is related to the coating process
Different paint formulations require test cardboards to have different solvent resistance, strong or weak. Different types of resins should be used with inadequate solvents. The polarity of a solvent dictates that its organic components can be activated more and less. In response to this problem, two types of test jams are available
Solve the problem of poor paint coverage
The color of the underlying surface can be seen through the paint film, which often occurs in hard-to-paint areas, such as underbody skidders or sharp corners.
1. Reasons for poor paint covering power
The thickness of the paint layer is not enough, and the paint has poor hiding power. The reasons for this are:
a) Improper spraying method.
b) Poor lighting conditions, narrow working space, difficult access to the spraying surface.
c) The paint is mixed unevenly.
d) The thickness of the paint layer is reduced due to excessive grinding and polishing.
2. How to prevent poor hiding power of paints and other coatings
a) Use the correct spraying method to ensure that the thickness of the paint film is appropriate, smooth and uniform.
b) The space of the spray booth should be suitable, the lighting conditions should be good, and special attention should be paid to the spraying quality of the inaccessible area when spraying.
c) The paint should be effectively mixed evenly.
d) It is forbidden to over-polish the paint film. Pay special attention to the corner areas.
3. Paint covering repair method
Smooth out the defective area and repaint.
Measurement of hiding power
The basic consideration for the sale of architectural coatings is the hiding power and yield, which is the determination of the hiding power of the paint, that is, how many coatings need to be applied to a complete coating film, and how many barrels of paint are needed
Hiding power is a measure of the ability to cover.
Hiding power, also known as hiding rate (%) = Y black/Y white * 100 (%)
A 100% coverage rate is complete coverage, i.e. there is no difference between the black and white areas after application.
Directions:
1. Evenly coat paint and other coatings on the paint hiding power test paper according to the coating steps.
2. After the coating film is fully dried by air, the instrument is used for objective evaluation.
3. The value of the hiding force can be measured within 1 second and displayed automatically.
Paint hiding power test paper is not only limited to the measurement of the hiding power of paints and other coatings, but also the corresponding hiding power test method can also be applied to the detection of the hiding rate of transparent films and plastic products.
LENETA cardboard main types
Opacity test strips: Large patches of black and large patches of white are used to test the hiding power of the coating
Penopac Strips: Permeability and hiding tests are performed simultaneously in one table
Display: Uses a twill pattern to help show the hiding power of the coating
Opacity display: A combination of large black, large white, and twill patterns
Coating rate test strip: larger than other cards, used to measure the coating rate of coatings
Actual picture of the product


Covering power paper related configurations [sold separately]
Coating rods
Coating rods provide an economical and convenient way to prepare coatings with uniform filmness
Simple to use and easy to clean
Firmly hold the jammed paper in place when coating
Helps to achieve even results
Leveling and sagging test
Leneta Leveling Test (see ASTM D 4062)
A. Equipment
1.Leneta leveler, product number LTB-2;
2. Coating leveling standard, product number LS-2;
3. Leveling test coating plate, product number DP-2;
4. Scraping paper Form WB for light paint, Form 7B scraping paper for dark paint;
5. Padding, Form CP-2
6. Pre-cutting equipment, see page 36 of the catalog;
B. Preparation of paints
1. Stir completely and adjust the temperature to 23°C (73°F);
2. Filter and adjust viscosity if necessary;
3. Use one of the attached Pre-Shear Method descriptions to perform pre-cutting, and then test immediately.
C. Painting
1. Place the pad paper on the coating board.
2. Place the squeegee paper next to the left guide edge of the coating plate.
3. The leveler is placed at the top of the cardboard, and its long arm is next to the left guide side and towards the operator.
4. Place 8-10 ml of pre-cut paint on the tip of the leveler and apply quickly and evenly at a rate of approximately 60 cm/s (2 ft/s).
5. At 23°C (73°F), keep horizontal to dry.
D. Ratings
1. After drying, cut out a 3 x 5 inch (75 x 125 mm) piece of cardboard with stripes parallel to the long side.
2. Compare it with a Leneta coated leveling standard under suitable oblique light.
3. The matching standard number is the coating leveling value of Leneta. The high level of the rating is 10 and the lowest level is 0.
E. Practical Significance of Rating Values
This is based on subjective judgment. The following table is based on the consensus of an experienced laboratory collective:
Leneta Leveling Test (see ASTM D 4062)
Leneta Anti-Sagging Device Test Method (see ASTM D4400)
A. Instruments
1. Anti-sagging device 2. Adjustable straight edge, product number SE-1 3. Standard board for coating, product number DP-1 4. Scraping paper Form 7B for coating, used for light-colored paint. The white scratch paper Form WB is used for dark coatings. 5. Pad, Product No. CP-1 6. Pre-cut the equipment with a bottom-range anti-sagging, and the surface of the flat glass is better.
B. Preparation of paints
1. Stir evenly and adjust the temperature to 23°C (73.5°F) 2. Use one of the attached Pre-Shear Method descriptions to perform pre-shear, and then test immediately.
C. Painting
1. Place the straightener in the appropriate position of the standard plate for coating. 2. Place the test squeegee paper on the coating plate and clamp it. 3. Place the drogger on the scraper near the clamp, with the open-facing side of the sager facing the operator and its shoulders close to the straight-edged device. Place the pad paper. 4. Place an appropriate amount (8-10 ml) of pre-cut paint in front of the blade and apply at a constant speed of approximately 6 inches/second (150 mm/s). 5. Quickly and steadily place it vertically, so that the stripe is horizontal like a ladder erected, with the left (thinnest stripe) on it, and let it dry in this state.
D. Coating Grade
1. Match the coated stripes with the grooves on the anti-sagging. 2. Ignore the edges of the front and trail and look 150 mm (5-1/2 inches) in the center of the stripe, which is equivalent to the black area of the Form 7B. 3. The lowest (thickest) stripe that does not touch the stripe below is the logo stripe, and the corresponding number of grooves is the anti-sag index of the paint. 4. To get a more accurate anti-sag index, you need to add the number of grooves to the value of the increment and non-integration coefficient between the gaps (the coefficient that blends into the stripes below).
The non-integration coefficient can be estimated from the table below:
| Degree of integration | Non-integration coefficient |
| completely | 0 |
| Close to average | 0.25 |
| Less than average | 0.50 |
| More than average | 0.75 |
E. Rating Description
This is empirical or experimental, and highly subjective. It is important to emphasize that the sag resistance index is not a wet film thickness value. It is the gap of the indicated groove in mils, and as a result, the indicator fringe is about twice the thickness of the wet film. Neither the sag resistance index nor its corresponding approximate wet film thickness should be construed as a specific thickness in practice. It is a comparative tool, and it can only be achieved based on practical experience. Once the coating has shown good sag resistance in practice, the sag index can be measured and the sagging value of the specific formulation can therefore be controlled.
The anti-sag index may vary between different products. For example, latex paints generally have higher index values than solvent-based paints. The following judgment on sagging performance is based on observations of a range of general purpose high-gloss alkyd base coats and is for reference only. Do not take this as final.
Anti-sag index | Resistance to sagging |
3 | Very Poor |
The above indices cover the range of standard anti-sagging, but many coatings need to be tested for lower or higher index values. This gives rise to three other anti-sagging devices in the low, medium, and high index ranges. In this way, the measured value of the anti-sag index is extended to 1~60.
- 1HG/T 3834-2006《Comparison resistance to bleeding of pigments》
- 2YS/T 680-2016《Powder for coating aluminium alloy extruded profiles for architecture》
- 3GB/T 13217.5-2023《Inks drying inspection method》
- 4GB/T 1727-2021《General methods for preparation of coating films》
- 5GB/T 17001.6-2022《Anti-counterfeiting printing ink—Part 6:Infrared excitation fluorescence anti-counterfeiting printing ink》
- 6GB/T 23997-2009《Solvent-thinned polyurethane wood coatings for indoor decorating and refurbishing》
- 7HG/T 5776-2020《Water-based coatings for surface of rubber sealing products》
- 8GB/T 13217.1-2020《Test method for colour and tinctorial strength of ink》
- 9GB/T 9756-2018《Synthetic resin emulsion coatings for interior wall》
- 10ASTM D5150-2017《Standard Test Method For Hiding Power Of Architectural Paints Applied By Roller》